
 青岛盛凯拓轴承机电有限公司
青岛盛凯拓轴承机电有限公司
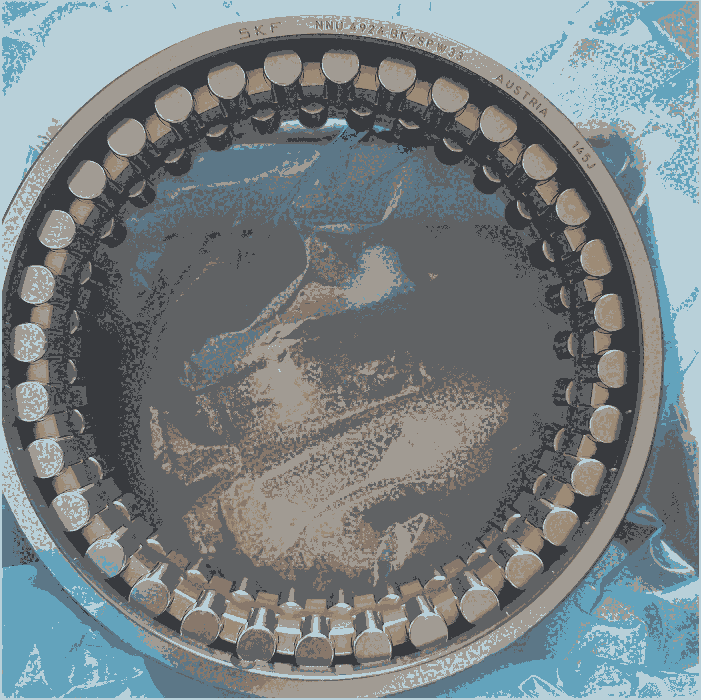
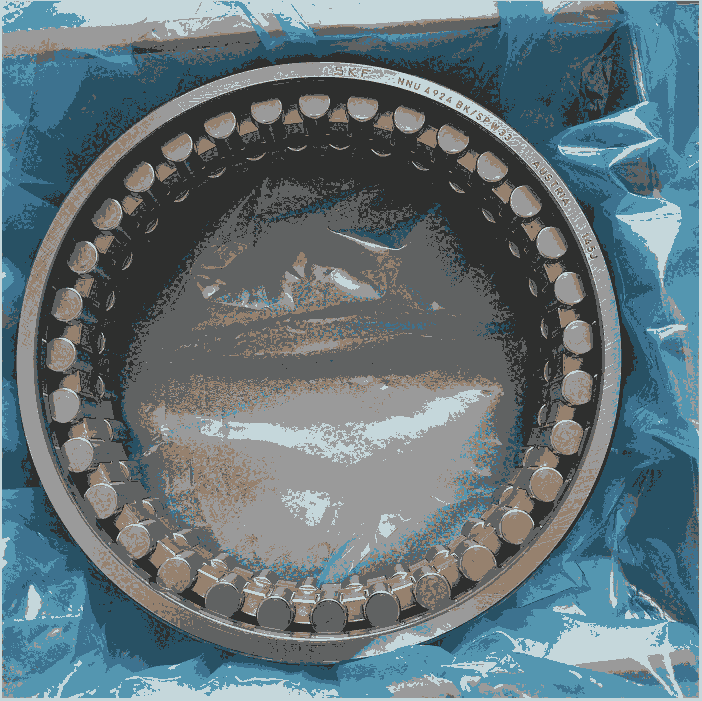

瑞典原装NNU4924BK/SPW33进口轴承 精密双列圆柱滚子轴承 机床主轴轴承
有效期: 2025-08-30
| 数量(套) | 价格(元/套) |
|---|---|
| 8 | 3250.00元/套 |
- 最小起订: 1套
- 发货地址: 山东 青岛市
- 发布日期:2024-08-30
- 访问量:407
| 详细参数 | |||
|---|---|---|---|
| 品牌 | SKF | 型号 | NNU4924BK/SPW33 |
| 旧型号 | 4382924K | 用途 | 精密机械轴承 |
| 材质 | 轴承钢 | 制式类型 | 公制轴承 |
| 尺寸标准 | 标准轴承 | 组件能否分离 | 可分离轴承 |
| 使用特性 | 高速 | 保持架及其材料 | 青铜 |
| 样品或现货 | 现货 | 加工定制 | 否 |
| 公称内径 | 120mm | 公称宽度 | 45mm |
| 重量 | 2.8kg | 公称外径 | 165mm |
| 产地 | 奥地利 | ||
产品详情
瑞典斯凯孚超精密双列圆柱滚子轴承
- NN 30 系列
- 在承载能力、刚度和速度之间提供独特的平衡。因此,它们经常作为非工具端轴承应用于机床主轴。
- 内圈带三个整体式法兰,外圈无法兰
- NNU 49 系列
- 截面高度很低,可以提供比 NN 30 系列轴承更高的刚度,但其载荷能力较低
- 外圈带三个整体式法兰,内圈无法兰
两个系列均可带圆柱孔或 1:12 圆锥孔(型号后缀 K)。机床应用中,带圆锥孔的圆柱滚子轴承比带圆柱孔的更受欢迎,因为锥度可以在安装时更精确地调节游隙或预载荷。
润滑槽和润滑孔
要实现有效润滑,孔径 d ≥ 140 mm 的所有 NNU 49 系列和 NN 30 系列轴承外圈上都有环形槽和三个润滑孔(型号后缀为 W33)。
无环形槽和润滑孔的轴承通常采用最小必要润滑脂量或精确测量的小量油或油气润滑。在此情况下,润滑剂通过位于轴承一侧的喷嘴提供。
如果孔径 d ≤ 130 mm 的 NN 30 系列轴承需要环形槽和润滑孔,请在设计阶段尽早联系 SKF 了解可用性。
带预磨滚道的轴承
需要极高运行精度时,SKF 建议在轴上安装 NNU 49 系列轴承无法兰内圈,然后同时完成轴上滚道和其他轴直径研磨。
对于这些应用,SKF 可提供 NNU 49 系列带圆锥孔和研磨内圈滚道的轴承(型号后续为 VU001)。研磨余量取决于中列出的内圈孔径。
安装
为了达到所需的径向游隙,配组的 N 10 和 NN 30 系列各个轴承圈在出厂时需要标记相同的识别代码,且都一起包装在单个箱子中。 装配前始终检查组配的两个轴承圈编号是否相同。 任何不匹配都会对轴承的内部径向游隙和总装后的轴承性能产生不利影响。 然而,NNU 49 系列的轴承圈未以识别号标记,且可与相同游隙组的轴承圈互换。
通过圆锥孔安装超精密圆柱滚子轴承时,必须精确调整径向内部游隙或预载荷。 可将内圈向上推至圆锥轴座上完成。 内圈膨胀程度决定已安装轴承的内部游隙或预载荷。 正确安装时,滚子组封套的内外直径必须经过精确测量。 SKF GB 30 和 GB 10 系列或 GB 49 系列内部游隙量规可简便测量出准确数值。
要安装 NN 30 K 系列轴承,SKF 建议使用 GB 30 量规、内径千分尺和将轴承推到安装面上的液压工具。 注油法有利于拆卸,(安装和拆卸准备)。 使用 GB 30 或 GB 10 系列量规安装 N 10 K 系列圆柱滚子轴承时可以使用相同步骤。 使用 GB 49 系列量规安装 NNU 49 K 系列圆柱滚子轴承时可以使用类似步骤。 安装中未使用内部游隙量规时,应确保读数精度可满足应用要求。 通常的安装程序包括下列步骤:
- 安装外圈
- 加热轴承座至适当温度,然后将外圈安装到位。
- 准备量规
- 让轴承座和外圈冷却至室温。 计量内径并把指针调零。
- 将孔量规放至 GB 30 量规测量区中心。 使用调整螺钉调节 GB 30 量规,直到孔规读数为零减 GB 30 使用说明中列出的校正值。
- 使用调整螺钉根据所需承载载荷值增加 GB 30 量规内径,或根据所需游隙值缩小内径。 然后将 GB 30 归零。 在安装过程期间保持此量规设定不变。
- 安装内圈(试装)
- 在圆锥轴座上涂抹一薄层轻油并推动内圈、滚子和保持架组件,直到轴承孔与座接触良好。
- 使用调整螺钉扩大 GB 30 量规,将其置于滚子组上方并释放调整螺钉,使量规与滚子组接触。
- 在座上继续同时向上推动内圈滚子和保持架组件及量规,直到量规读数为零。 此时,内圈处于所需预载荷或游隙的正确位置。
- 使用调整螺栓扩大量规,将它从滚子和保持架组件上拆下。
- 安装内圈(定型)
- 使用量规座测量轴承侧面和轴对接之间的距离。 在不同的直径点测量,以检查准确度和不对中。 每一次测量的差别应不超过3到4μm。
- 研磨预加工隔圈至测量宽度。
- 拆下内圈、安装隔圈并再次推动内圈,直到内圈牢固地靠在隔圈上。
- 如前文所述,将 GB 30 量规放在滚子组上。 释放调节螺钉。 如果读数再次为零,此时内圈已正确安装。 拆下量规,并使用适当的锁定装置定位内圈。
5. 设计期间,考虑到日后轴承安装和拆卸问题,通常会增加一些装置或作出一些特殊设计,尤其是应用大型轴承的工况。
6. 对于孔径 d > 80 mm 超精密圆柱滚子轴承,SKF 建议使用油压法。 采用油压法将高压油通过油管和油槽注入轴承孔和轴座之间,形成油膜。 这层油膜会隔开配合面并且明显减少配合面之间摩擦,基本消除轴承或主轴损坏风险。 此方法通常用于在圆锥轴颈上直接安装或拆卸轴承。 对于带圆柱孔的轴承,油压法只能用于拆卸。
要应用 SKF 油压法,主轴必须有油管和油槽(安装和拆卸的准备工作)